Trifix® is the new alignment system for Gildemeister turning/milling centers. The alignment bars, which are mounted on both sides, each engage in high-precision recesses in the turret surface via a bevel.
EWS.ProLine for Trifix® turret
The best of both worlds!
Lack of stability, the VDI system has been increasingly associated with this fact in recent years, resulting in block tools being favored more and more, although VDI tools still offer greater variety and flexibility.
So the next step seemed obvious, to combine the best of both systems, and in cooperation with DMG, the EWS.ProLine system was developed to take full advantage of the potential of new turning machines.
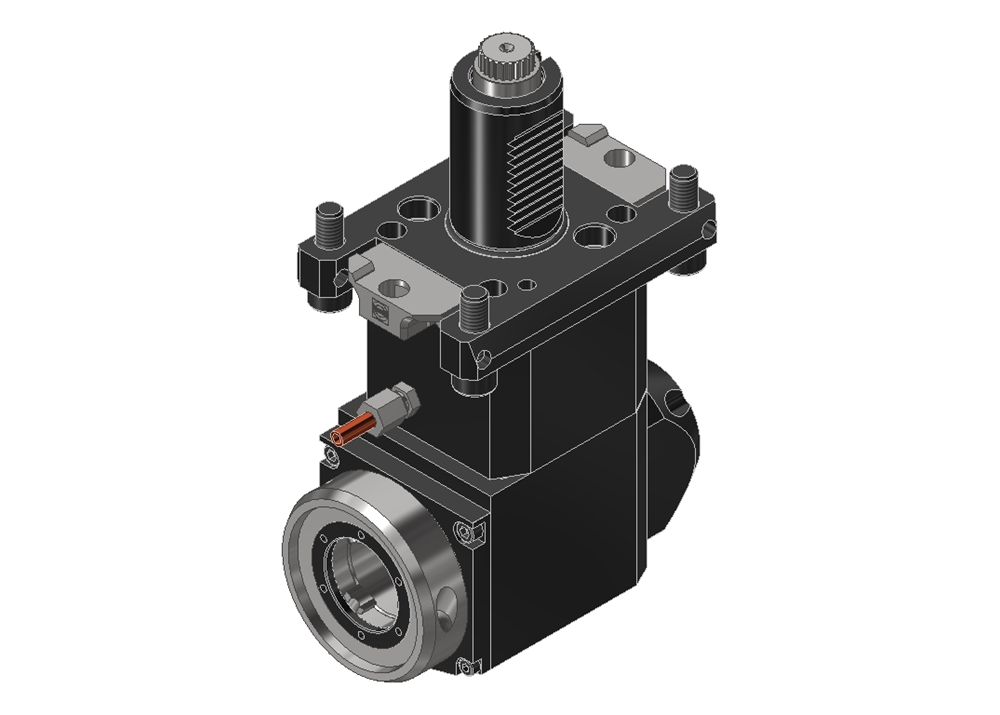
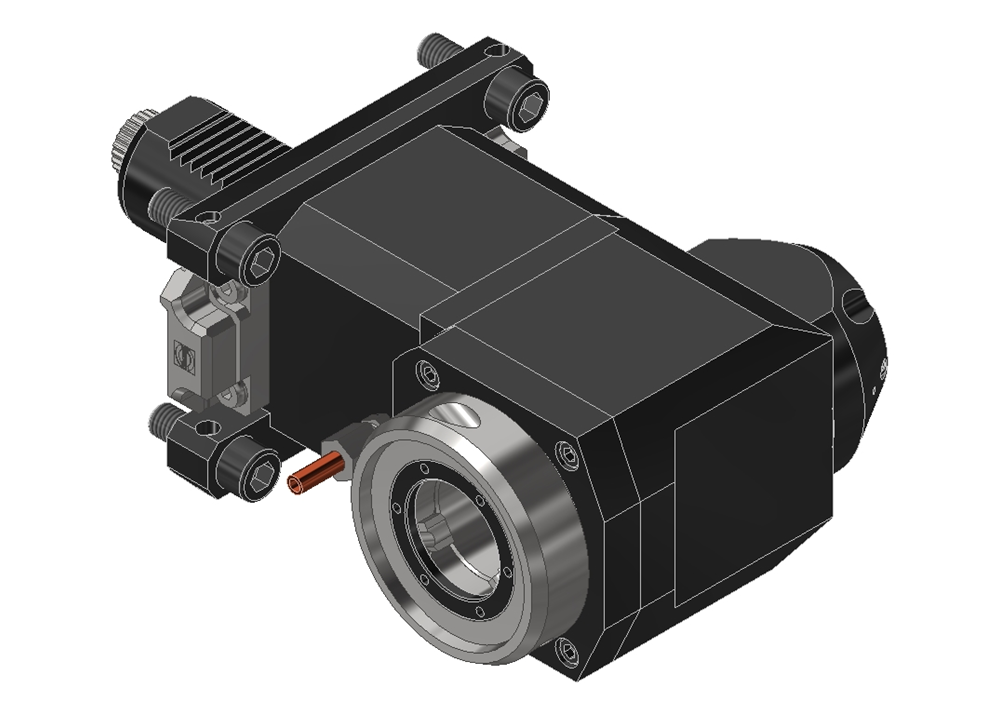
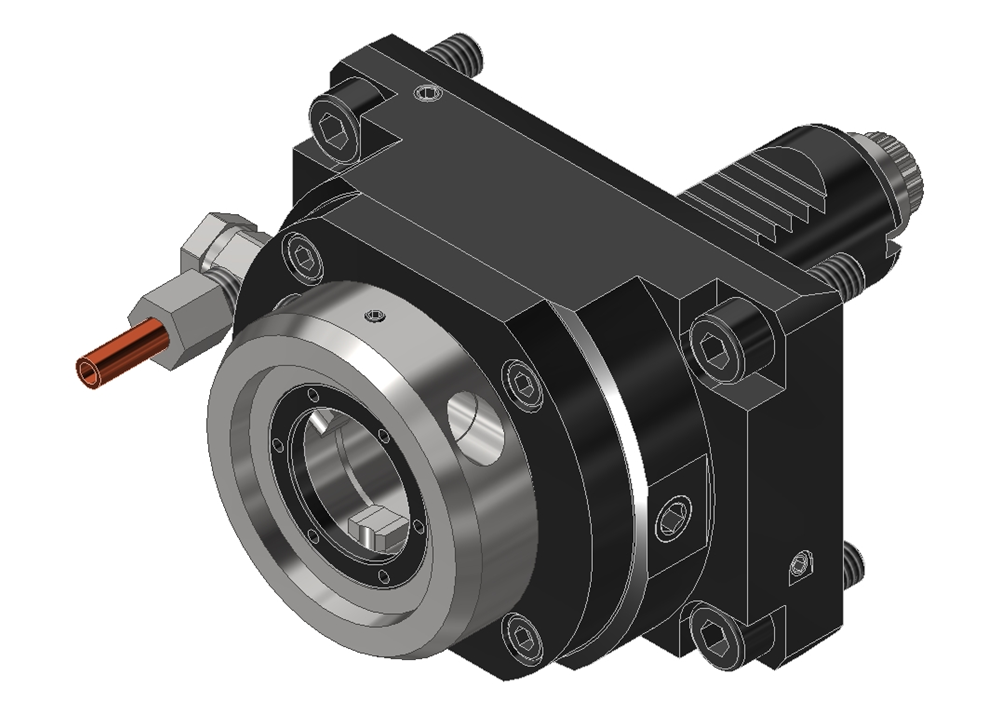
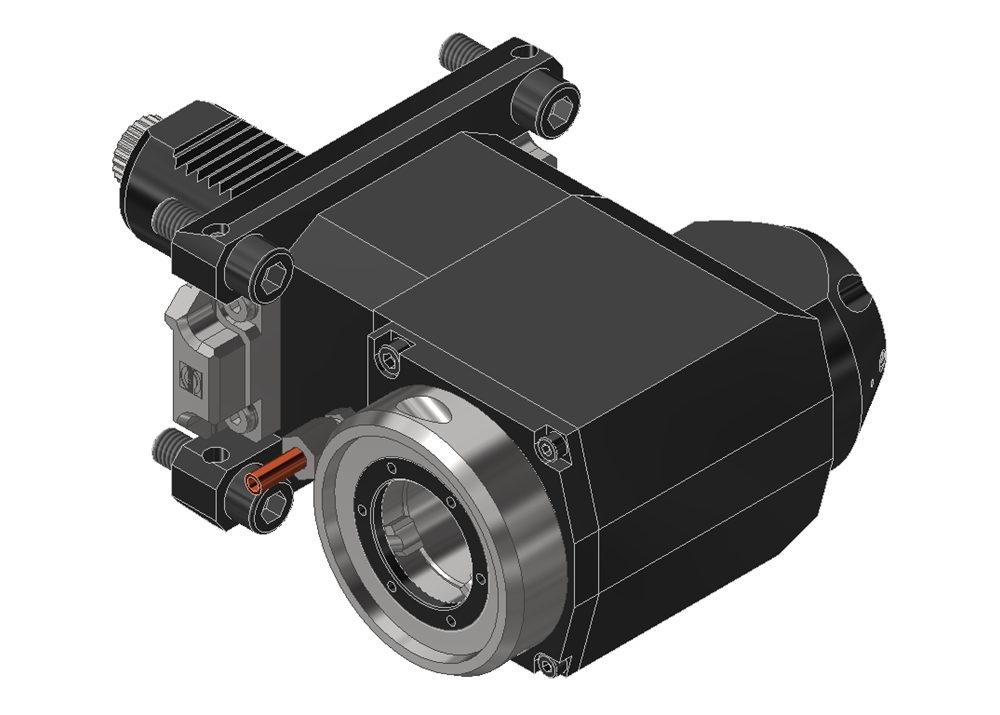
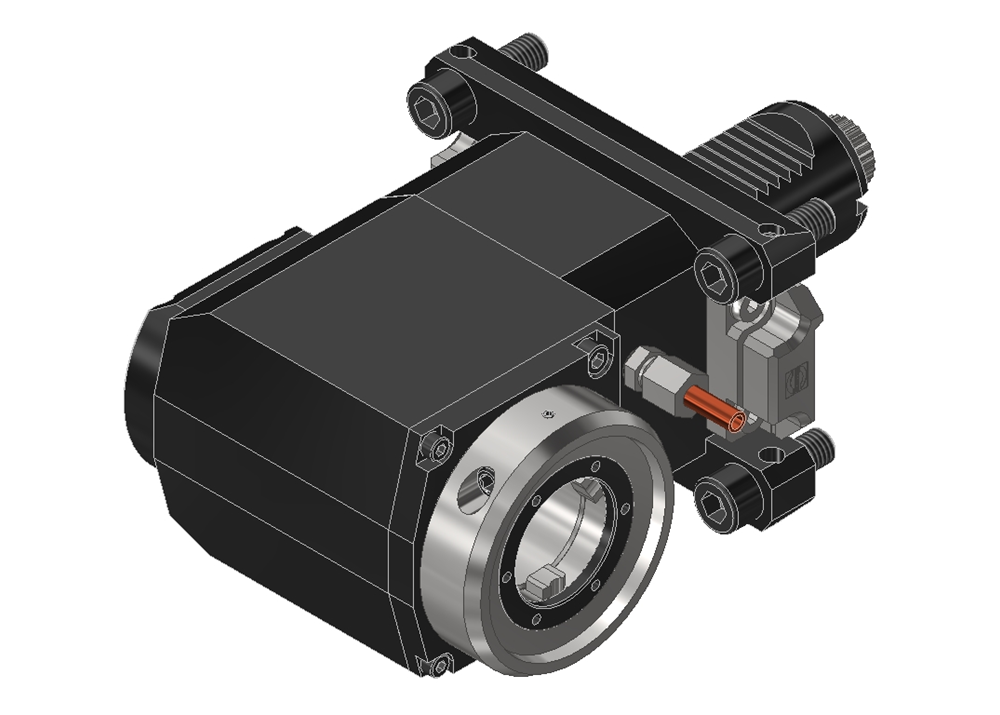
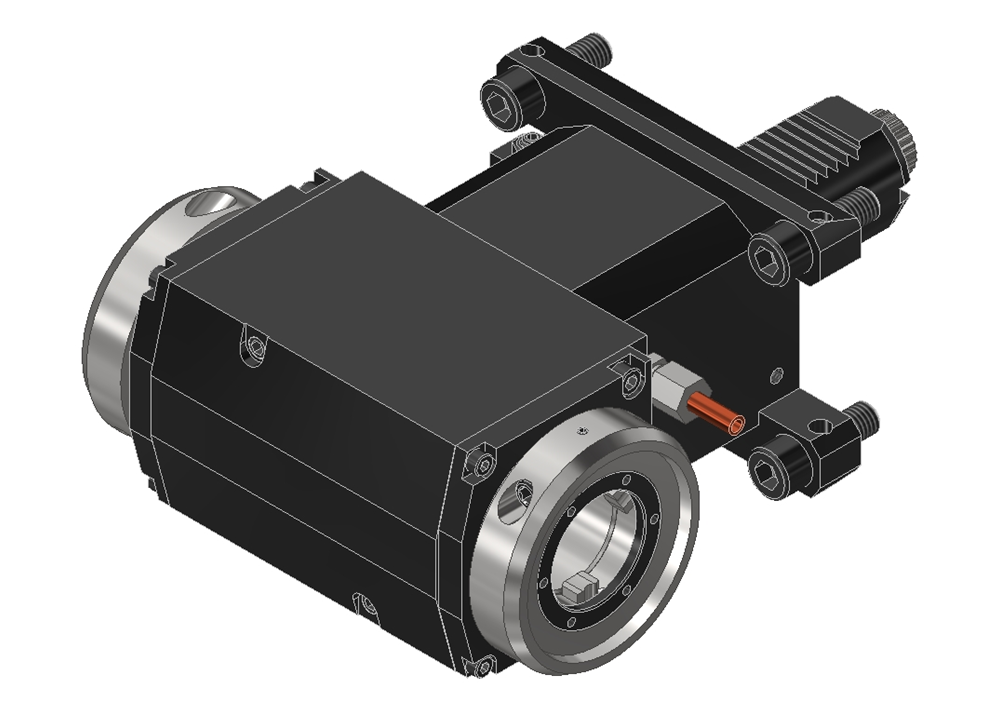
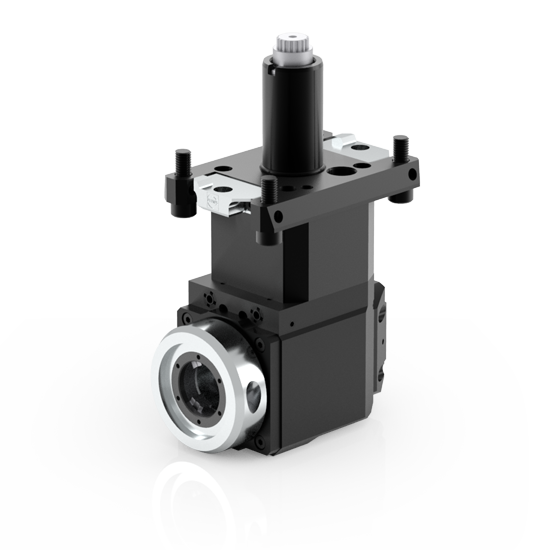
EWS.ProLine has a conventional VDI shank, but can optionally be fixed to the turret via four screws, allowing the flexibility of the VDI system to be used for light machining, and the stable block-tool properties for heavy machining. The angular position of the radial tools is ensured via the Trifix® alignment system.
Cutting values like on HSK63 machining centers?
On a Gildemeister CTX Beta 1250 4A, two surfaces were milled in parallel with two cutter heads Ø 80 in 16MnCr5 steel. The infeed was 3 mm/head, at a 180 cutting speed. Without chattering or whistling, a surface was produced that was previously only known from HSK63 machining centers. The two axial tools from the EWS.ProLine were equipped with 4:1 planetary gears and had the VDI40 shank mount.
Further information about EWS.ProLine as download