Nutstoßen in einer neuen Dimension
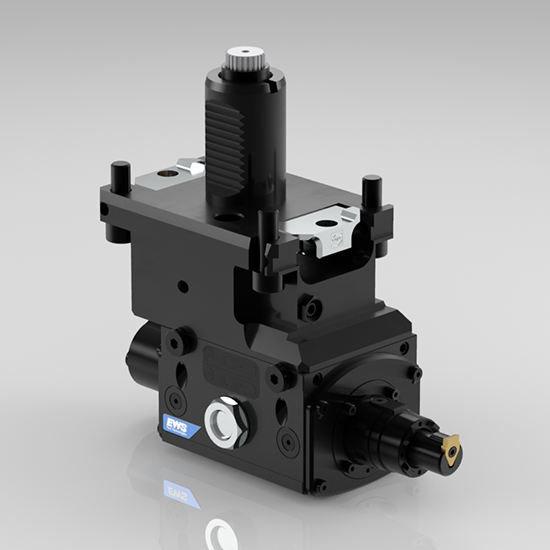
EWS.Slot – Nutenstoßen, Innen- und Außenverzahnungen

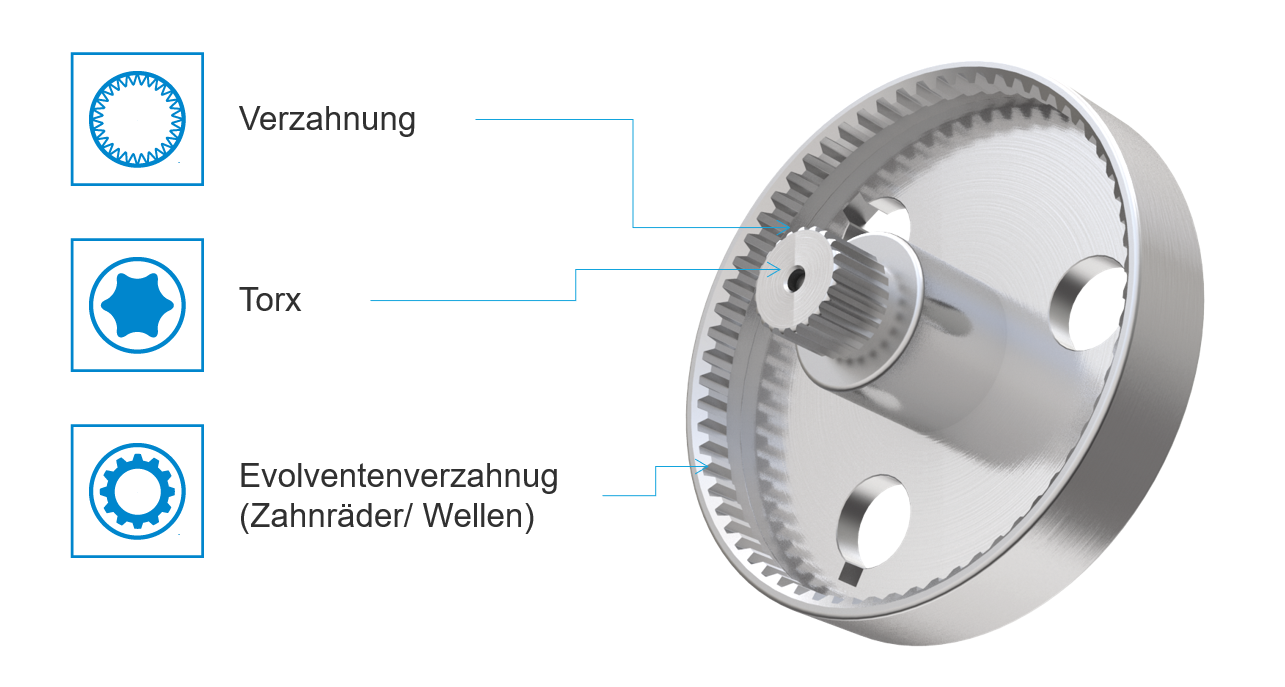
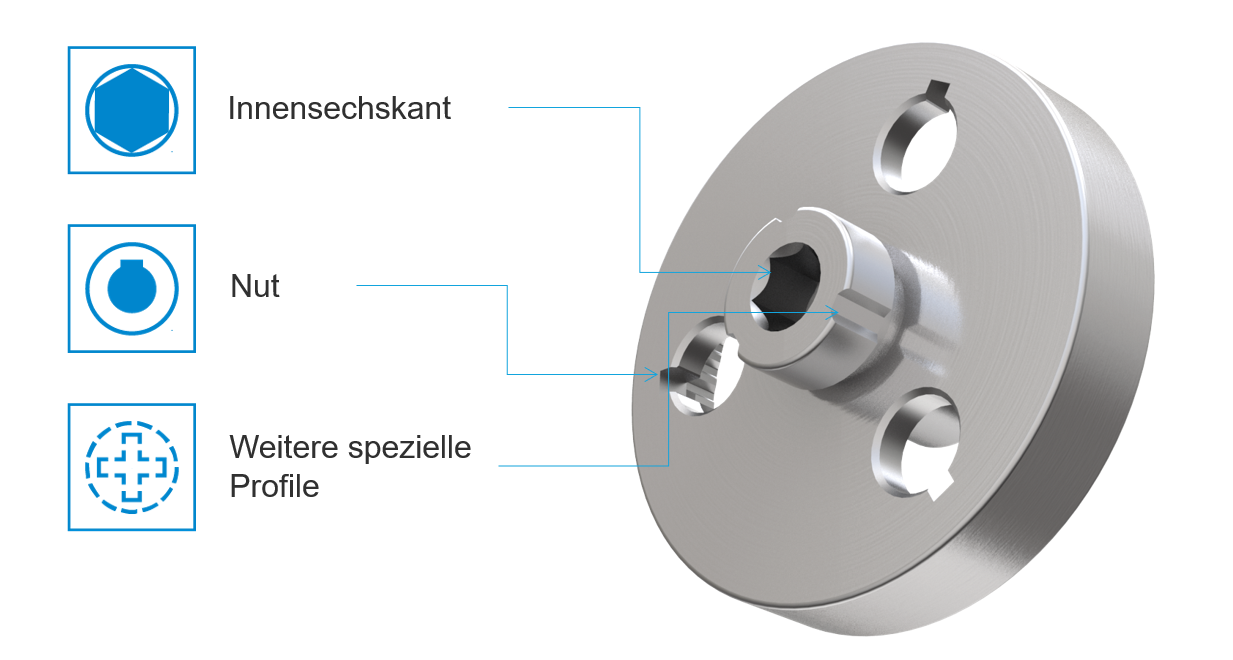
Nutenstoßen, Innen- und Außenverzahnungen komplett und lageorientiert gefertigt
Das Nutstoßgerät EWS-Slot wird durch den Werkzeugrevolver der Maschine angetrieben. Dabei wird die eingebrachte Rotationsbewegung in eine Translation mit überlagerter Abhebefunktion gewandelt. Dadurch ist die Programmierung denkbar einfach. Die Nutstoßeinheit wird in der vorbereiteten Bohrung positioniert und zwar so, dass der ausgefahrene Stößel auf der Endposition in der Z-Achse steht. Die Nuttiefe wird durch einen konstanten X-Vorschub realisiert, der sich je nach Version zwischen 0,04-0,15mm/Hub bewegt.
Die Drehzahl der Spindel bewegt sich zwischen 400 U/min – 1.200 U/min. Dabei entspricht eine Umdrehung einem kompletten Hub. Somit ist beispielsweise eine Passfedernut mit 6mm Breite und einer Tiefe von 5mm innerhalb von 7,5 sec. gefertigt. (800 U/min und 0.05mm Vorschub/Umdrehung) Wichtig bei dieser Operation ist, dass der Span am Nutende brechen kann, also ein Einstich oder eine Bohrung vorhanden ist. Aber nicht nur Nuten, auch Innen- und Außenverzahnungen sind möglich. Besonders interessant ist dies für Werkstücke mit partiellen Verzahnungen.
Funktion
- Das neu entwickelte Nutstoßgerät EWS-Slot wandelt die Rotationsbewegung des Revolverantriebes in eine translatorische Bewegung mit integrierter Abhebefunktion beim Rückhub.
- Die wirtschaftliche Fertigung von Innen- und Außenprofilen, wie Passfedernuten oder Steckverzahnungen erhält eine neue Dimension.
- Nutstoßgeräte können mit bis zu 1500 1/min betrieben werden.
Bearbeitungsbeispiele